系统拆解复合材料热压罐成型全套工艺流程,囊括铺层前期制备、固化前密封封装预处理、高温高压固化成型、无损探伤检测、机加工修整及二次成型等核心工序,逐一明确各环节工艺规范与关键技术控制点,充分体现先进复合材料制备与精密加工技术的深度融合。
复合材料热压罐成型技术依托多道高精度加工工序,能够将复合材料加工成各类工业场景所需的定型尺寸与异形结构件。整套工艺流程逻辑严谨、环环相扣,每一道工序都有着严苛的工艺标准。
一、前期构件铺层准备
正式成型前的备料工序繁琐且条理清晰。裁切完成的预浸料需开展分层铺放作业,铺层施工可选用多种工艺方式实施,全流程尺寸、角度、对位精度要求极高,必须保障每层材料精准贴合、对齐无偏移。该工序既依托成熟的工艺技术,也十分考验操作人员的操作熟练度、细致度与耐心。
二、固化前封装预处理
铺层完毕后进入固化前置封装环节,该阶段细节把控直接决定最终制品成型质量。工序包含构件真空封装装袋、各类辅助工装辅料裁切与逐层铺设等操作,所有动作均需标准化精准执行。针对特殊构型构件,铺贴完成的坯件还需转运至专用固化模具内部,转运过程既要保证构件物理形态不发生形变,也同步锁定前期工序积累的成型质量。
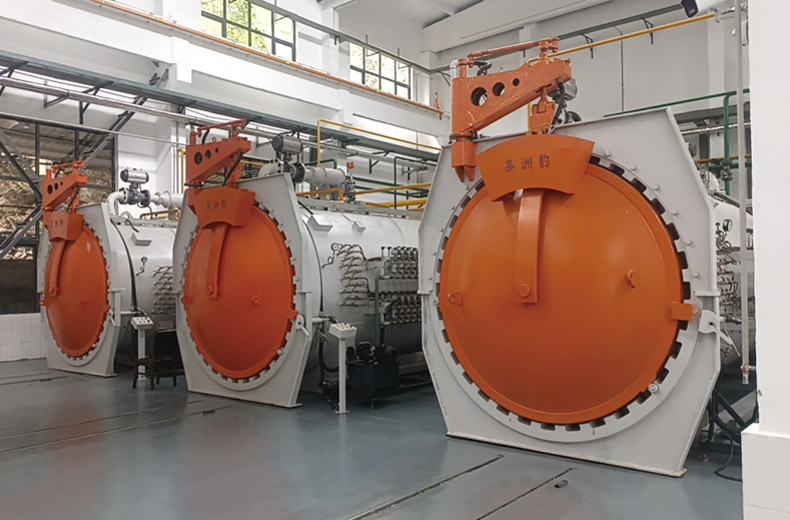
三、高温高压固化成型
固化是整套热压罐工艺的核心核心环节,如同精细烹饪里的火候把控,工艺参数容不得半点差错。罐内同步完成升温加热、压力压实、恒温固化三大核心阶段,温度、压力、保温时长等参数闭环调控,以此保障复合材料内部结构完整、力学性能达标。固化阶段任一细微参数波动,都极易在构件内部产生不可逆的气孔、分层、缺胶等质量缺陷。
四、无损质量检测工序
固化出炉后,需对成型构件开展全方位质量检测。可采用目视外观检查、超声波探伤、X 射线无损检测等多种检测手段,逐一排查构件表面瑕疵以及内部隐藏的分层、空隙等质量隐患,及时甄别不合格品。严谨的检测流程,既是产品品质管控的硬性要求,也是高端复合材料智能制造技术落地的直观体现。
五、精加工修整与二次成型
检测合格的构件进入后处理修整工序,借助抛光设备、高压水切割机床、数控铣床等加工设备做修边、打磨、精加工处理,使构件外形尺寸、表面精度完全匹配设计图纸标准。若制品需要二次复合成型,热压罐依旧能够发挥关键作用。无论是构件共胶接装配,还是多构件一体共固化成型,设备均可提供稳定可控的温压成型环境,实现多组复合材料构件牢固融合一体。
纵观完整的热压罐成型全流程,整套工艺兼具技术难度与工艺创新性。每一道工序都沉淀着研发工程师与一线工艺人员的技术积累,每一件合格制品的产出,都是材料理论落地实践的成果。这些标准化成型工序不只是工业化批量生产的必要环节,更是先进材料制造技术与精密加工工艺美学相互融合的结晶。





 移动官网
移动官网
 微信好友
微信好友
 电子画册
电子画册
